JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Hidrolik Düzleştirme Makinesi Üreticileri
-


30 Serisi İnce Plakalı Hidrolik Servo Hassas Tesviye Makinası
-

40 Serisi Ağır Hizmet Hidrolik Hassas Tesviye Makinası
-
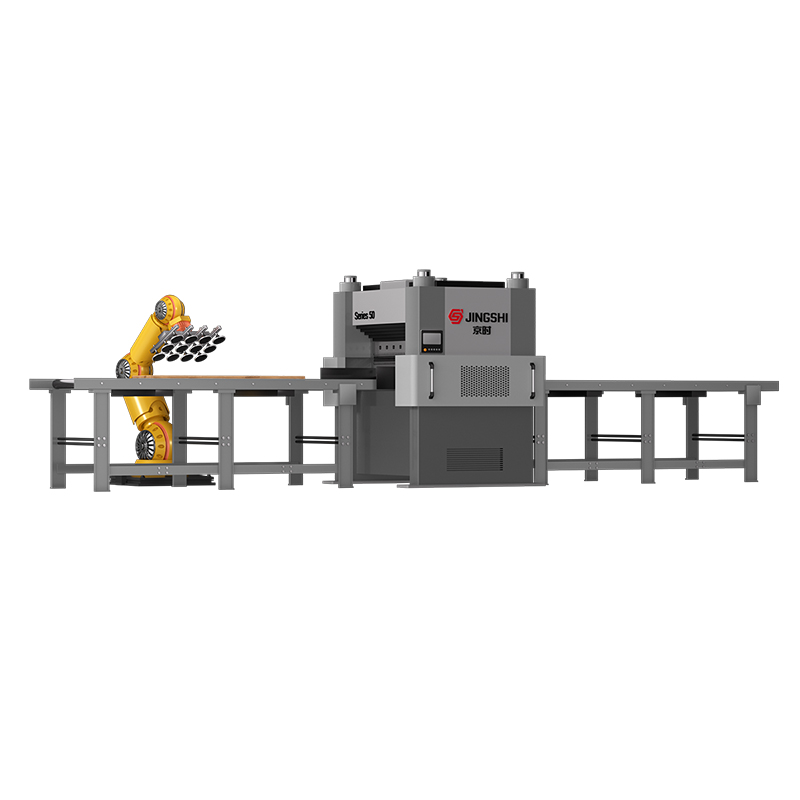
50 Serisi Dört Kolonlu Hidrolik Akıllı Hassas Tesviye Makinası
-

60 Serisi Kalın Plakalı Yüksek Verimli Hidrolik Tesviye Makinası
-

80 Serisi Ağır Hizmet Plakalı Hidrolik Ultra Hassas Tesviye Makinası
-

100 Serisi Büyük İş Parçası Hidrolik Hassas Tesviye Makinası
Hidrolik tesviye makineleri, temel güç kaynağı olarak hidrolik tahrik kullanır ve birden fazla kademeli tesviye silindiri seti (çalışma silindirleri, ara silindirler ve destek silindirleri dahil) ile donatılmıştır. Presleme kuvvetinin ve bükme çevrimlerinin sayısının hassas bir şekilde kontrol edilmesiyle, metal levha dönüşümlü "elastik-plastik" deformasyona uğrar ve sonuçta önceden belirlenmiş düzlük gereksinimleri elde edilir. Bu özel ekipman, kalınlıkları 0,1 mm'den (ultra ince bakır folyo) 60 mm'ye (özel alaşımlı kalın levhalar) kadar değişen çeşitli metal malzemeleri (alüminyum, bakır, çelik, titanyum alaşımları vb.) işleyebilir.
Hakkımızda
Suzhou JingShi Intelligent Equipment Co., Ltd.
2016 yılında kurulan ve merkezi Çin'in Suzhou şehrinde bulunan Suzhou JingShi Intelligent Equipment Co., Ltd., araştırma, üretim ve ticareti birleştiren entegre bir yüksek teknoloji kuruluşudur. Hidrolik hassas düzleştirme makineleri ve akıllı üretim hattı sistemlerinde uzmanlaşmıştır. Özel Hassas Hidrolik Düzleştirme Makinesi, küresel üreticilere yüksek hassasiyet, yüksek verimlilik ve yüksek kararlılıkta sac metal bitirme çözümleri sunmaya kendini adamıştır.
Olarak Hidrolik Düzleştirme Makinesi Üreticileri ve Hassas Düzleştirme Makinesi Tedarikçileri Çin'de, ekipmanlarımız otomotiv parçaları, hassas sac metal, asansör bileşenleri, tarım makineleri, testere bıçakları, hassas damgalama, profil imalatı ve elektrik uygulamalarında yaygın olarak kullanılmaktadır. Sürekli yenilik ve teknik mükemmellik sayesinde JingShi, dünya çapındaki üreticiler için güvenilir bir ortak haline gelmiştir.
Olarak Hidrolik Düzleştirme Makinesi Üreticileri ve Hassas Düzleştirme Makinesi Tedarikçileri Çin'de, ekipmanlarımız otomotiv parçaları, hassas sac metal, asansör bileşenleri, tarım makineleri, testere bıçakları, hassas damgalama, profil imalatı ve elektrik uygulamalarında yaygın olarak kullanılmaktadır. Sürekli yenilik ve teknik mükemmellik sayesinde JingShi, dünya çapındaki üreticiler için güvenilir bir ortak haline gelmiştir.
Mesaj Geri Bildirimi
Onur Belgesi




Bağlantıda Kalın, Görüşler & JingShi'den Yenilik
-

 Sektör Haberleri
Sektör Haberleri
 2026.07.08
1. Panel Kaldırma Cihazlarına Giriş Üreticiler her yıl panellerin manuel olarak işlenmesini yavaşlatmak için binlerce saat kaybediyor. Bir vardiya boyunca 50 kg'lı...
2026.07.08
1. Panel Kaldırma Cihazlarına Giriş Üreticiler her yıl panellerin manuel olarak işlenmesini yavaşlatmak için binlerce saat kaybediyor. Bir vardiya boyunca 50 kg'lı... -
Sektör Haberleri
2026.06.05
Sac Levha Tesviyesi Neden Önemlidir: Düz Olmayan Parçaların Gizli Maliyeti Lazer kesiciden 2 mm'lik bir kenar dalgasıyla 4 × 8 fitlik 14 ayar çelik bir levha çıkıy...
-
Sektör Haberleri
2026.05.11
Plaka Dengeleyiciyi "Hassas" Yapan Nedir? Standart bir silindirli düzleştirici, metali bir dizi ofset silindirden geçirerek düzleştirir; genel düzlük için etkilidir, an...
-
Sektör Haberleri
2026.05.07
Bir vantuzu cam pencereye yapıştırın ve aylarca dayanır. Aynı bardağı ham ahşap bir tahtaya bastırdığınızda saniyeler içinde kayar. Fark fincan değil, yüzeydir. Vantuzlar kes...
Sektör Bilgisi
Silindir çapı ve eğimi "işlenebilir pencereyi" nasıl belirler?
Alıcılar genellikle nominal kalınlık aralığına odaklanır ancak pratik sınır, silindir çapı, silindir adımı (merkez mesafesi) ve malzemenin akma dayanımı arasındaki ilişki tarafından belirlenir. Daha küçük çalışma silindirleri ve daha sıkı adım, bükme frekansını artırarak kısa dalga kusurlarının ortadan kaldırılmasına yardımcı olur; daha büyük çaplar yük kapasitesini artırır ve daha yumuşak alaşımlarda yüzey işaretleme riskini azaltır.
Makine fiyat tekliflerini karşılaştırırken nelere dikkat edilmelidir?
- Çalışma silindiri çapı ve adımı: Daha küçük/daha sıkı, genellikle kısa dalga düzeltmesini iyileştirir, ancak temas basıncını artırır.
- Ara/destek silindiri ayarlama yöntemi: mekanik ve hidrolik destekli, makinenin yük altında tepe kontrolünü ne kadar iyi tuttuğunu etkiler.
- Çerçeve sertliği ve rot tasarımı: sertlik, yüksek mukavemetli çelik işlenirken tekrarlanabilirliğin gizli bir etkenidir.
- Yüzey koruma stratejisi: Alüminyum/bakır için, toplamayı en aza indirmek amacıyla silindir kaplama ve temizleme malzemeleri hakkında bilgi alın.
Tipik alaşım kalitelerinizi ve kusurlu dalga boylarınızı paylaşırsanız, Silindir konfigürasyonunu gerçek kusur spektrumunuzla önceden eşleştirebiliriz genel "kalınlık aralığı" etiketlerine güvenmek yerine.
Düzlük tek bir metrik değildir: neyi nasıl ölçeceğinizi belirtin
"Düz", sonraki prosesinizin damgalama, lazer kesim veya hassas montaj olmasına bağlı olarak farklı anlamlara gelebilir. Tedarik spesifikasyonları, ölçüm yöntemini (doğrultma, optik, gerginlik seviyesi referansı, CMM örneklemesi), örnekleme uzunluğunu ve kontrol ettiğiniz kusur tipini (kenar dalgası, merkez toka, bobin seti, tatar yayı) tanımlamalıdır.
| Şartname öğesi | Neden önemli? | Pratik örnek |
|---|---|---|
| Örnekleme uzunluğu / ızgara | Kısa örnekleme, uzun dalga kusurlarını gizler; uzun örnekleme kısa dalga dalgalarını gizler. | Plaka için 1 m'den fazla ölçün; hassas sac için daha sıkı ızgara. |
| Kusur tipinin adlandırılması | Farklı kusurlar, farklı dönüş/eğim stratejisi gerektirir. | Kenar dalgası ve merkez toka farklı taç kontrolüne ihtiyaç duyar. |
| Gerginlik durumu | Malzeme gerilim altında serbest duruma göre daha düz görünebilir. | Boşaltma sonrasında “serbest durum” düzlüğünü tanımlayın. |
| Sıcaklık / yağlama durumu | Termal büyüme ve yağlama sürtünmeyi ve geri esnemeyi değiştirir. | Tekrarlanabilirlik için sabit hat sıcaklığında doğrulayın. |
Yüksek hassasiyetli alıcılar için önemli olan, kabul testlerini gerçek satış sonrası hassasiyetinizle uyumlu hale getirmektir; en iyi tesviye sonucu tutarlı bir şekilde doğrulayabileceğiniz sonuçtur .
Baskı kuvveti ve bükme çevrimleri: "bugün düz, yarın çarpık" durumdan nasıl kaçınılır
Hidrolik tesviye makineleri, alternatif elastik-plastik deformasyon yoluyla düzlüğe ulaşır. İki kaldıraç hakimdir: (1) silindir seti boyunca baskı kuvveti dağılımı ve (2) etkili bükme çevrimlerinin sayısı. "Düzlüğü zorlamak" için aşırı tahrik kuvveti artık gerilimi depolayabilir ve kesme, kaynaklama veya ısı girişi sonrasında daha sonra distorsiyona yol açabilir.
Yapıcı satın alma rehberliği
- Gösterilen ayar pencerelerini isteyin: tek bir tarif değil, düzlüğü koruyan sabit kuvvet ve nüfuz aralığı.
- "İşlem sonrası stabiliteyi" doğrulayın: artık gerilim sorunlarını ortaya çıkarmak için kuponları kesin ve dilme/lazer kesimden sonra düzlüğü yeniden kontrol edin.
- Çok bölgeli desteği doğrulayın: ara/destek silindirleri yükü dağıtmaya ve yerel aşırı bükülmeyi azaltmaya yardımcı olmalıdır.
Devreye alma uygulamamızda en tekrarlanabilir programlar şunlara dayanır: Yeterli bükme döngüsüyle orta derecede nüfuz etme maksimum kuvvet değil.
Kapalı devre hidrolik kontrol, tekrarlanabilirlikte gerçek fark yaratan unsurdur
Hidrolik tahrik güçlüdür ancak alıcıların değerlendirmesi gereken şey kontrol mimarisidir: tek başına basınç kontrolü, dengeleme noktalarındaki kapalı devre kuvvet/konum kontrolü ile aynı şey değildir. Kayma, yağ sıcaklığı ve valf tepkisi günlük tutarlılığı ana tonajdan daha fazla etkiler.
Bir RFQ'da kaliteyi yüzeysel olarak kontrol eden sorular
- Sistem silindir aralığını/penetrasyonunu (konumunu), silindir kuvvetini mi yoksa yalnızca hidrolik basıncı mı kontrol ediyor?
- Yağ sıcaklığı nasıl yönetilir ve telafi edilir (soğutma, viskoziteye duyarlı ayarlama, ısınma rutinleri)?
- Hangi sensörler kullanılıyor (basınç transdüserleri, doğrusal teraziler, yük hücreleri) ve bunlar nasıl kalibre ediliyor?
- Hızlı geçişler için malzemeye bağlı parametrelere sahip tarif yönetimi var mı?
Toplu üretim için tekrarlanabilirlik kârın kaldıracıdır: istikrarlı kontrol, yeniden çalışmayı ve sonraki duraklamaları azaltır . Hidrolik hassas tesviye çözümlerimize tam olarak odaklandığımız yer burasıdır.
“Geniş”, “kalın”dan daha sert olduğunda: tepe kontrolü ve kenar dalgası bastırma
Geniş levhalar genellikle kenar dalgası veya genişlik boyunca eşit olmayan gerilimin neden olduğu merkez bükülme nedeniyle kabul edilemez. Bu, toplam kuvvetten ziyade makinenin yük altında genişlik boyunca tutarlı bir bükülmeyi nasıl koruduğuyla ilgilidir. Ara ve destek silindirleri bu nedenle mevcuttur: Çalışan silindirleri stabilize etmek ve taç davranışını yönetmek.
Geniş malzeme programları için neyin doğrulanması gerektiği
- Genişlik-kalınlık oranı: Yüksek oranlar taç hassasiyetini artırır ve daha güçlü destek silindiri stratejisi gerektirir.
- Silindir bölgelemeyi destekleyin: Daha fazla ayarlama ayrıntı düzeyi, yerel kenar sorunlarının düzeltilmesini iyileştirir.
- Yük altında çerçeve sapması: Hedeflenen üretim miktarı ve malzeme dayanımına göre sapma verilerini isteyin.
Pratik bir paket: Yalnızca kalınlığın belirtilmesi, geniş sayfa başarısı için yetersiz hatırlatmadır ; satın alma spesifikasyonuna genişliği, akma mukavemetini ve kusur tipini dahil edin.
Malzemeye özel ayar: alüminyum, bakır folyo, yüksek mukavemetli çelik ve titanyum alaşımları
Tek bir hassas hidrolik tesviye makineleri birçok alaşımı işleyebilir, ancak toplu alıcılar süreç pencerelerini malzeme ailesine göre planlamaktan faydalanır. Akma davranışı, geri esneme ve yüzey hassasiyetindeki farklılıklar silindir seçimini, yağlama ve temizlik gereksinimlerini doğrudan etkiler. Hidrolik dengeleyiciler aşırı aralıkları kapsayabilir— 0,1 mm'den 60 mm'ye — ancak işletim uygulamaları birbirinin yerine geçebilirmiş gibi değerlendirilmemelidir.
Malzeme ailesine göre pratik akort ipuçları
- Alüminyum: yüzey korumasına ve stabil sürtünmeye öncelik verin; Disiplinli temizlik ve kontrollü temas basıncıyla alımdan kaçının.
- Bakır folyo / ultra ince: silindir kaplama, gerginlik yönetimi ve titreşim kontrolüne odaklanın; küçük rahatsızlıklar yazdırılabilir.
- Yüksek mukavemetli çelik: çerçeve sertliği ve destek silindiri stratejisi hakimdir; makinenin sürekli yük altında ayarları koruduğunu doğrulayın.
- Titanyum alaşımları: daha yüksek geri yaylanma beklenir; Tekrarlanabilirlik için çok döngülü bükme ve tutarlı sıcaklık kontrolüne güvenin.
Karma malzemeli tesisler için programlar oluşturduğumuzda, şunları tanımlamanızı öneririz: malzeme bağlantılı tarifler Değişiklikleri öngörülebilir tutmak için.
Spesifikasyonun altında ve üstünde spesifikasyonu önleyen (ve devreye alma süresini kısaltan) RFQ verileri
Toplu tedarik riski genellikle eksik süreç bağlamından kaynaklanır: Satıcılar ya "güvenli olmak için" bir makineyi büyük boyutlandıracak ya da yalnızca kalınlığa bağlı olarak makineyi olduğundan küçük boyutlandıracaktır. Kısa ve öz bir veri paketi doğru seçime olanak tanır ve devreye alma süresini azaltır.
| Kategori | Ne sağlanmalı | Satıcıların buna neden ihtiyacı var? |
|---|---|---|
| Malzeme tanımı | Alaşım/kalite, akma dayanımı aralığı, sertlik (varsa) | Geri esnemeyi ve gerekli bükülme enerjisini belirler |
| Geometri | Kalınlık aralığı, genişlik aralığı, uzunluk, bobin/levha formu | Silindir hatvesi seçimini ve taç/destek stratejisini etkiler |
| Kusur profili | Kenar dalgası/orta toka/tatar yayı/bobin seti; biliniyorsa kusur dalga boyu | Silindir konfigürasyonunu gerçek düzlük sorununa göre hizalar |
| Hedef sonuç | Düzlük metriği ölçüm yöntemi kabul örneklemesi | Devreye alma anlaşmazlıklarını ve uyumsuz beklentileri önler |
| Verim | Hat hızı, takt süresi, parti büyüklüğü, geçiş sıklığı | Otomasyon seviyesini, hidrolik tepkiyi ve reçete kullanımını belirler |
| Aşağı akış kısıtlamaları | Kesme/kaynak/presleme adımları, izin verilen artık gerilim riski | Stabil parçalar için "kuvvet ve döngüler" stratejisine rehberlik eder |
Eksiksiz bir RFQ veri paketi genellikle toplam proje maliyetini azaltmanın en hızlı yoludur —en ucuz makineyi seçerek değil, uyumsuzluk ve yeniden işlemeyi önleyerek.
Hassasiyeti koruyan bakım: yağ temizliği, silindir aşınması ve kalibrasyon disiplini
Hassas dengeleme, sürtünme, silindir geometrisi ve hidrolik tepki verme yeteneğindeki küçük değişikliklere duyarlıdır. Birçok "gizemli düzlük sorunu", tesviye konseptinin kendisinden ziyade yağ kirliliğine, kademeli silindir aşınmasına veya ölçüm referanslarındaki sapmaya dayanmaktadır.
Doğruluğu koruyan önleyici uygulamalar
- Yağ temizliği yönetimi: Filtreleme ve numune alma, valf yapışmasını ve güç dengesizliğini azaltır.
- Silindir denetimi: etkili penetrasyonu değiştiren yüzey alımını, mikro çukurlaşmayı ve çap değişikliklerini izleyin.
- Sensör kalibrasyonu: basınç/konum geri bildirimi yalnızca kalibrasyon rutini kadar güvenilirdir.
- Demir dışı malzemeler için temizlik disiplini: Gömülü parçacıkların tabakaya baskı kusurları vermesini önler.
| Aralık | Odak öğesi | Neden önemli? |
|---|---|---|
| Vardiya başına | Rulo temizliği ve görsel yüzey kontrolü | Toplayıcıyla ilgili işaretlemeyi ve sürtünme kaymasını önler |
| Haftalık | Hidrolik sızıntı/sıcaklık incelemesi; filtre fark basıncı | Kontrol yanıtını stabilize eder ve kontaminasyon riskini azaltır |
| Aylık | Yağ örneklemesi; sensör sağlığı kontrolleri | Hurdaya dönüşmeden önce erken sürüklenmeyi algılar |
| Üç ayda bir | Makara geometrisi doğrulaması; hizalama denetimi | Yüksek hacimli operasyonlarda tekrarlanabilirliği korur |
Alıcının bakış açısından, bakım düzlük yeteneğinizin bir parçasıdır ; yedek parça ve eğitimle birlikte planlanmalıdır.
Hassas bir tesviye makinesinin akıllı bir üretim hattına entegre edilmesi
Toplu üretim için tesviye makinesi nadiren tek başına durur. En iyi yatırım getirisi, tesviye programı, malzeme takibi ve aşağı akış ekipmanı (kanal açıcı, besleyici, kesme, istifleme, inceleme) verileri paylaştığında ortaya çıkar. Akıllı hat sistemlerinin değişkenliği ve operatör bağımlılığını azalttığı nokta burasıdır.
Alıcıların belirtmesi gereken entegrasyon ayrıntıları
- Tarif aktarımı: malzeme kimliği, kurulum süresini kısaltmak için seviyeleme parametrelerini otomatik olarak tetikler.
- Yukarı yönde gerilim stabilitesi: Açıcı/besleyici kontrolü görünür düzlüğü ve tekrarlanabilirliği etkiler.
- Aşağı yöndeki denetim döngüsü: düzlük ölçümü geri bildirimini program iyileştirmeye (varsa) bağlayın.
- Veri kaydı: kusurları izlemek ve hurdayı azaltmak için önemli parametreleri (kuvvet/konum, hız, sıcaklık) saklayın.
Entegre bir üretici olarak hassas hidrolik tesviye makineleri ve hat sistemleri, Arayüzleri, verim kazanımlarınızın teorik değil gerçek olmasını sağlayacak şekilde tasarlıyoruz .
Yüzey bütünlüğü önemlidir: silindir izlerini, toplamayı ve mikro çizikleri önleyin
Otomotiv parçaları, asansör bileşenleri ve hassas metal levha kaplama alanındaki toplu alıcılar, malzemeyi genellikle düzlük nedeniyle değil, tesviye sırasında ortaya çıkan yüzey kusurları nedeniyle reddeder. Temel nedenler genellikle kirlenme (gömülü parçacıklar), yetersiz temizleme disiplini, uygunsuz silindir yüzeyi durumu veya aşırı lokal temas basıncıdır.
Yüzeyle ilgili hurdayı azaltan pratik kontroller
- Hassas alaşımlarınız için çalışma silindirleri için izin verilen yüzey pürüzlülüğünü ve bitiş hedeflerini tanımlayın.
- Aşamalı temizleme uygulayın: toplayıcı birikmesini önlemek için yukarı yönde silme/fırçalama periyodik silindir temizliği.
- Temas basıncını kontrol edin: Yüzey kritik olduğunda "aşırı nüfuz" olmadan düzlük elde eden ayarları tercih edin.
- Demir dışı işlemeyi planlayın: alüminyum ve bakır, genel çelik işlerine göre daha sıkı kirlenme kontrolü gerektirir.
Kabul testinde çizginin doğrulanması için hem düzlük hem de yüzey kriterlerini dahil edin. yalnızca "düz levhalar" değil, kullanılabilir parçalar .
Bize Ulaşın
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Telif Hakkı © 2025 Suzhou JingShi Intelligent Equipment Co., Ltd. Tüm Hakları Saklıdır. Hassas Düzleştirme Makinesi Tedarikçileri
