JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
"Düz Sac" Aslında Ne Anlama Geliyor?
Mühendisler bir metal levhanın "düz" olduğunu söylerken belirsiz bir görsel izlenimden bahsetmiyorlar. Üretimde düzlük kesin bir geometrik özelliktir; bir tabakanın yüzeyinin mükemmel bir düzleme ne kadar yakın bir şekilde uyduğunu tanımlar. Bu ideal düzlemden herhangi bir sapma, ister eğilme, ister eğrilme, kenar dalgaları veya merkez bükülmeler olarak ortaya çıksın, ölçülebilir bir düzlük hatasıdır.
Bu sapmalar öngörülebilir nedenlerle ortaya çıkar. Haddeleme, soğutma, dilme veya ısıl işlem sırasında metale iç gerilimler uygulanır. Bu gerilimler eşit olmadığında sayfa bozulur. Sonuç, referans düzleminden uzaklaşan yüksek noktalara sahip, düz bir masa üzerinde dengesiz bir şekilde oturan bir yüzeydir.
Düzlük toleransı, gerçek yüzey ile mükemmel bir referans düzlemi arasında izin verilen maksimum mesafeyi tanımlar. Düzlük toleransına sahip bir levha ¼ inç (6,35 mm) ölçülen uzunluğu boyunca bu miktardan daha fazla sapma gösteremez. Bu eşiğin ötesindeki herhangi bir şey spesifikasyonların dışında kalır ve sonraki imalatta sorunlara neden olabilir.
Düzlük toleransını anlamak soyut bir alıştırma değildir. Parçalarınızın temiz bir şekilde lazerle kesilip kesilmeyeceğini, bozulma olmadan kaynak yapılıp yapılmayacağını veya doğru şekilde monte edilip edilmeyeceğini doğrudan etkiler; bu nedenle kabul edilebilir sınırları tanımlayan endüstri standartları mevcuttur.
Düzlük Toleransı Nasıl Ölçülür?
Endüstride her biri farklı ürün formlarına uygun iki temel ölçüm yöntemi kullanılmaktadır.
Düz masa yöntemi Sac ürünler için kullanılır. Levha, herhangi bir yayı yukarı bakacak şekilde sertifikalı düz bir yüzeye serilir. Daha sonra tablanın üzerindeki levhanın en yüksek noktasını bulmak için bir cetvel veya ölçüm cihazı kullanılır. Düzlük sapması, ölçülen boşluk eksi malzeme kalınlığına eşittir. Bu yöntem basittir ve bobin seviyeli sac için ASTM A480'e referans verilmektedir.
36 inçlik kural yöntemi Plaka ürünler için standart yaklaşımdır. Plakanın içbükey tarafına 36 inçlik (914 mm) bir düz kenar yerleştirilir ve her iki ucu yüzeye temas eder. Kural ile plaka arasında en geniş noktada açılan boşluk düzlük sapmasıdır. ASTM A480, A240'a göre üretilen plakalar için bu prosedürü belirtir.
Yayınlanan düzlük tolerans tablolarının çoğu iki kalite seviyesi arasında ayrım yapar:
- Ticari Kalite - Aksi belirtilmedikçe sağlanan standart seviye; Genel imalat için minimum işlevsel gereksinimleri karşılar.
- Üstün (Hassas) Kalite - silindirli tesviye veya gerilimli tesviye yoluyla elde edilen daha sıkı toleranslar; Lazer kesim, CNC işleme ve sıkı toleranslı montajlar için gereklidir.
Ölçüm kuralları parça boyutuna göre de değişir. Her iki boyutta da 36 inçten küçük levhalar için düzlük sapması herhangi bir yönde ¼ inç'i aşmamalıdır. Uzunluğu 36 ila 72 inç arasındaki parçalar için izin verilen sapma genellikle aynı genişlikteki 10 ft'lik tam bir levha için belirtilen toleransın %75'idir.
Düzlük Toleransı için Temel Endüstri Standartları
Sac levhanın düzlüğü çeşitli uluslararası standartlarla yönetilir ve malzemeniz ve uygulamanız için hangisinin geçerli olduğunu bilmek, doğru şekilde belirlemek ve tedarik etmek için çok önemlidir.
ASTM A480 yassı haddelenmiş paslanmaz çelik ve ısıya dayanıklı alaşımlı levha, levha ve şerit için Kuzey Amerika'da en yaygın olarak başvurulan standarttır. Genişlik, kalınlık ve tempere dayalı düzlük sınırlarını tanımlar ve levha (rulo tesviyeli) ve levha (sıcak haddelenmiş) ürünler arasında ayrım yapar. Dubleks 2205 veya süper dubleks 2507 gibi minimum verimi 35 KSI'nin üzerinde olan yüksek mukavemetli kaliteler için standart tolerans değerleri 1,5 ile çarpılır ve bu, bu alaşımların daha fazla geri esnemesini yansıtır.
AMS2242 havacılık metal levha uygulamaları için düzlüğü ve ilgili boyut toleranslarını kapsar. AMS 2242 kapsamındaki toleranslar genellikle ticari spesifikasyonlardan daha sıkıdır ve uçak yapılarında kullanılan alüminyum, titanyum ve yüksek performanslı alaşımlı levhalar için geçerlidir.
ISO 9013 ve ilgili ISO standartları, Avrupa'da termal olarak kesilmiş parçalar için düzlüğü ve yüzey kalitesini yönetir. EN 10029 Düzlük de dahil olmak üzere sıcak haddelenmiş çelik levha toleranslarını ele alır. Bunlar Avrupa normlarında faaliyet gösteren üreticiler için birincil referanslardır.
Tüm bu standartların paylaştığı önemli bir ayrım: bunlar aşağıdakilere uygulanır: değirmende üretilen ürünler tam boyutlu formda. Bir levha veya levha daha küçük parçalara kesildiğinde, kaynak ısısına maruz bırakıldığında veya makinede işlendiğinde, orijinal değirmen toleransları artık yasal olarak geçerli değildir; ancak saygın tedarikçiler ve imalatçılar hala bunları mümkün olan yerlerde tutmaya çalışmaktadır.
Üretim süreci de önemlidir. Soğuk haddelenmiş sac Düşük sıcaklıklarda daha kontrollü deformasyona uğradığı için genellikle sıcak haddelenmiş levhaya göre daha sıkı bir düzlük elde edilir. Bunun aksine, sıcak haddelenmiş levha, haddeden çıkarken eşit olmayan bir soğumaya maruz kalır ve bu da artık gerilimlere ve distorsiyona neden olur. Tavlama daha fazla hareket katar. Sıcak haddelenmiş levhayı kabul edilebilir sınırlara getirmek için genellikle düzleştirme ekipmanına ihtiyaç duyulur.
Malzemeye Göre Düzlük Toleransı: Bir Karşılaştırma
Farklı metaller haddeleme ve soğutma sırasında farklı davranır; bu nedenle düzlük toleransları malzemeye göre değişir. Aşağıdaki tablo, standart genişlik ve kalınlıklarda yaygın olarak kullanılan sac malzemeler için tipik ticari kalitede düzlük toleranslarını özetlemektedir.
| Malzeme | Geçerli Standart | Maksimum Sapma (Ticari) | Notlar |
|---|---|---|---|
| Karbon Çelik Sac (Soğuk Haddelenmiş) | ASTM A568 | ¼" – ½" (6–13 mm) | Genişliğe göre değişir; daha dar sayfalar için daha sıkı |
| Karbon Çelik Levha (Sıcak Haddelenmiş) | ASTM A6 | Geniş plakalar için ¾" (19 mm)'ye kadar | Genişlik ve kalınlık sınırları güçlü bir şekilde etkiler |
| Paslanmaz Sac (300 Serisi) | ASTM A480 | ≤60" genişlik için ½" (12,7 mm) | Bobin seviyeli üründe düz tabla yöntemiyle ölçülmüştür |
| Paslanmaz Çelik Plaka (Dubleks) | ASTM A480 | 1,5× standart tablo değeri | Yüksek akma dayanımı dereceleri daha fazla tolerans gerektirir |
| Alüminyum Levha | AMS2242 / ASTM B209 | 0,050" – 0,250" (1,3–6,4 mm) | Havacılık ve uzay sınıfları AMS 2242'ye göre daha sıkı sınırlar gerektirir |
Bu rakamlar değirmenin başlangıç durumunu temsil ediyor. Uygulamada, teslim alındıktan sonra herhangi bir kesme, kaynaklama veya ısıya maruz kalma, sayfayı bu sınırların dışına taşıyabilir. Bu nedenle birçok hassas imalatçı, malzemeyi düzleştirip boyutuna göre keser veya kritik işlemlerden önce şirket içinde tesviye gerçekleştirir.
Sonraki Süreçler için Düzlük Neden Önemlidir?
Göze kabul edilebilir görünen bir levha üretimde yine de başarısız olabilir. Zayıf düzlüğün sonuçları, ilgili sürece bağlı olarak farklı şekilde ortaya çıkar.
içinde lazer kesim Düzlük sapması, ışının odak noktasının malzeme yüzeyinden uzaklaşmasına neden olur. Birkaç milimetrelik eğim bile kenar yanıklarına, tutarsız çentik genişliğine veya özellikle ince malzemede eksik kesimlere neden olabilir. Kirişin öngörülebilir performans göstermesi için levhaların kesim masası üzerinde düz durması gerekir. Nasıl yapılacağı hakkında daha fazla bilgi edinebilirsiniz metal tesviye teknikleri Kesimden önce sacı hazırlamak için kullanılır.
içinde kaynak Eğimli veya eğrilmiş bir levha, bağlantı yerinde daha fazla dolgu malzemesi gerektiren ve daha zayıf, daha az tutarlı kaynaklar üreten boşluklar oluşturur. Düzlük sapmasından kaynaklanan uyum sorunları, fabrikasyon atölyelerinde yeniden işlemenin önde gelen kaynağıdır.
içinde CNC işleme fikstür karşısında düz tutulmayan bir levha titreyecek, alet basıncı altında sapacak ve boyutsal hatalar üretecektir. Bu, malzemenin çok az doğal sertliğe sahip olduğu ince plaka parçalar için özellikle kritiktir.
içinde abkant bükme düz bir giriş sayfası öngörülebilir bir geri yaylanma açısı üretir. Bununla birlikte, eğimli bir levha kalıpla eşit olmayan bir şekilde temas eder ve bu da büküm çizgisi boyunca açı tutarsızlığına neden olur; bu, çoklu bükümlü parçalarda oluşan bir sorundur.
Montaj ve sızdırmazlık da etkilenmektedir. Düz olmayan eşleşen flanşlar, dolap panelleri ve muhafaza çerçeveleri, hem yapısal bütünlüğü hem de sızdırmazlık performansını tehlikeye atan boşluklar oluşturur.
Temel mühendislik kuralı — Uzunluğun inç başına ±0,005 inç — sac metal işlerinde düzlük beklentileri için pratik bir başlangıç noktası sağlar ancak elektronik, havacılık ve farmasötik ekipman imalatı gibi hassas endüstrilerde daha sıkı gereksinimler yaygındır.
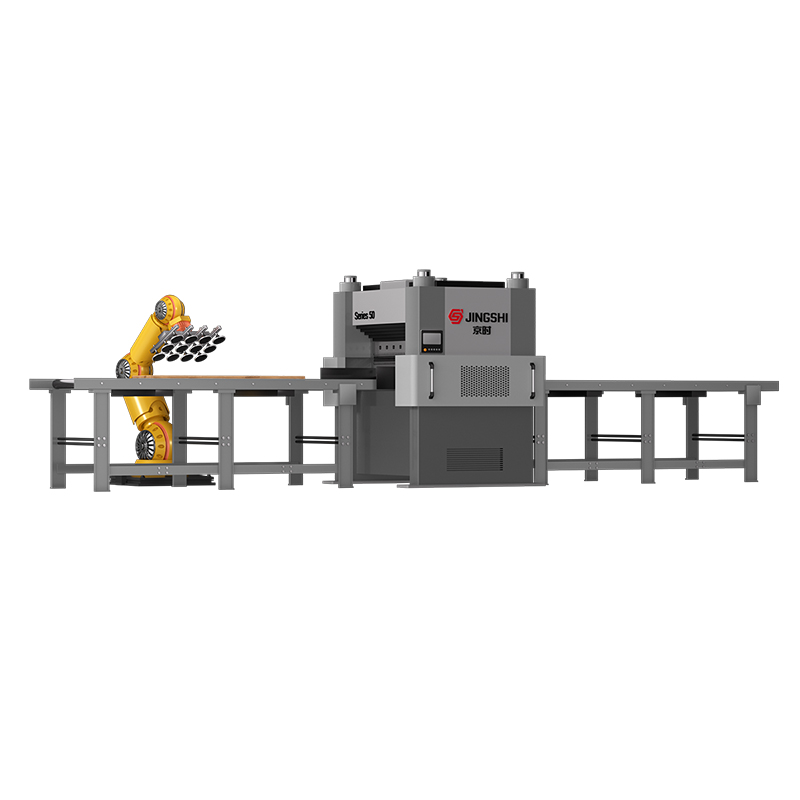
Hidrolik Tesviye Makineleri Standart Düzlüğü Nasıl Sağlar?
Fabrikada üretilen malzeme belirli bir uygulama için gerekli düzlüğü karşılamadığında, hidrolik tesviye makinesi standart endüstriyel çözümdür. Manuel düzleştirme veya pres tabanlı düzleştirmeden farklı olarak, hidrolik silindirli düzleştirici, levhanın tüm yüzeyi boyunca düzlüğü sistematik ve tutarlı bir şekilde düzeltir.
Çalışma prensibi, levhanın bir dizi hassas aralıklı, dönüşümlü üst ve alt silindirlerden geçirilmesini içerir. Levha her silindir aralığından geçerken tekrar tekrar zıt yönlerde bükülür. Her bükme döngüsü, iç gerilim değişiminin genliğini azaltır ve kesit boyunca gerilim dağılımını kademeli olarak eşitler. Sonuç, eğilmeye ve bükülmeye neden olan kilitli gerilimler olmadan, makineden sabit, düz bir durumda çıkan bir levhadır.
Ulaşılabilir düzlüğü belirleyen hidrolik tesviye makinesinin temel performans parametreleri şunları içerir:
- Silindir çapı ve aralığı — daha dar aralıklı daha küçük çaplı silindirler daha fazla bükme yoğunluğu üreterek daha ince levhalarda daha şiddetli distorsiyonun düzeltilmesine olanak tanır.
- Hidrolik basınç ve yuvarlanma aralığı kontrolü — hassas hidrolik çalıştırma, yan yay ve kenar dalgasını aynı anda telafi ederek yuvarlanma aralığının genişlik boyunca bağımsız olarak ayarlanmasına olanak tanır.
- Servo tahrikli besleme kontrolü — tesviye makinesi boyunca tutarlı malzeme hızı, yeni düzlük hatalarına yol açabilecek bölgesel aşırı bükülmeyi önler.
- Malzeme kalınlığı aralığı — iyi tasarlanmış bir tesviye makinesi, tam düzeltme kapasitesiyle tanımlanmış bir kalınlık aralığını kapsar; bu aralığın dışında çalışmak etkinliği azaltır.
Modern CNC kontrollü hidrolik tesviye makineleri, hadde spesifikasyonlarının gerektirdiğinin çok ötesinde düzlük değerlerine ulaşabilir; bu da onları, sıkı toleransların tartışmasız olduğu endüstriler için vazgeçilmez kılar.
Uygulamanız için Doğru Düzlük Standardını Seçme
Düzlük toleransının doğru şekilde belirlenmesi üç faktörün dengelenmesini gerektirir: işlevsel gereksinim, malzeme kapasitesi ve maliyet. Daha sıkı toleranslar malzeme maliyetini, işlem süresini ve reddetme oranlarını artırır; bu nedenle, yalnızca eksik belirtmek değil, aşırı belirtmek de gerçek bir sorundur.
Doğru standardı seçmek için pratik bir çerçeve aşağıda verilmiştir:
- Önce işlevsel gereksinimi tanımlayın. Kalite etkilenmeden önce alt prosesinizin hangi düzlük sapmasını tolere edebileceğini sorun. Lazer kesimde bu ±1 mm olabilir. Yapısal bir çerçeve için ±5 mm kabul edilebilir. Malzeme spesifikasyonundan değil, süreçten başlayın.
- Standardı malzemenize ve bölgenize göre eşleştirin. Kuzey Amerika'da paslanmaz çelik için ASTM A480'i, karbon çelik levha ve levha için ASTM A6/A568'i, Avrupa'da EN 10029'u ve havacılık alüminyumu için AMS 2242'yi kullanın. Yanlış standardın uygulanması tedarikçiler arasında spesifikasyon belirsizliği yaratır.
- Kalite seviyesini açıkça belirtin. Ticari kalite yeterli ise bunu belirtin. Üstün veya hassas kalite gerekiyorsa bunu belirtin ve daha uzun teslim süreleri ve daha yüksek birim maliyete hazırlıklı olun.
- İşlem sonrası seviyelendirmeyi düşünün. Değirmen düzlüğünün yetersiz olduğu uygulamalar için, yetenekli bir tedarikçiden tesviye edilmiş ve boyuta göre kesilmiş malzeme belirlemek veya şirket içi tesviye işlemi yapmak, birinci sınıf hadde ürünü tedarik etmekten genellikle daha uygun maliyetlidir.
- Sonraki işlemleri hesaba katın. Parçalar teslim alındıktan sonra kaynaklanacak, plazmayla kesilecek veya ısıl işleme tabi tutulacaksa, bu süreçlerin neden olduğu düzlük değişikliğini hesaba katın. Değirmen toleransları artık termal maruziyetten sonra geçerli olmayacaktır.
Birden fazla malzeme türü ve kalınlık aralığında çalışan üreticiler için üretim hattına entegre edilen hidrolik dengeleme sistemi, tutarlı düzlük uyumluluğuna yönelik en güvenilir yolu sağlar. JingShi'nin ürün yelpazesini keşfedin sac uygulamaları ve hassas tesviye işleminin özel üretim iş akışınıza nasıl uyduğunu anlamak için tesviye çözümleri.