JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Sac metalin tesviye edilmesi, modern metal imalatında kritik bir adımdır. Herhangi bir kesme, bükme, kaynaklama veya damgalama işleminin tutarlı sonuçlar verebilmesi için önce ham maddenin gerçekten düz olması gerekir; yalnızca görsel olarak düz değil, aynı zamanda gerilimsiz ve boyutsal olarak stabil olmalıdır. Yanlış tesviye yönteminin seçilmesi parçaların reddedilmesine, yeniden işlemeye ve sonraki süreç hatalarına yol açar. Bu kılavuz, tüm önemli sac levha tesviye yöntemlerini kapsar, her birinin arkasındaki fiziği açıklar ve malzeme, hacim ve hassasiyet gereksinimlerinize göre doğru yaklaşımı seçmeniz için size pratik bir çerçeve sunar.
Sac Metal Neden Tesviye Gerektirir?
Sac metal, değirmenden kangal halinde çıkar. Sarma sırasında dış yüzey gerilirken iç yüzey sıkışır ve karşıt gerilimleri malzemenin tane yapısına kilitler. Servis merkezleri sacı açtığında, düzelttiğinde ve uzunlamasına kestiğinde, bu gerilimler tamamen kaybolmaz; düz bir metal parçası gibi görünen bir şeyin içinde sıkışıp kalırlar.
Lazer veya plazma kesim gibi termal bir kesme işlemi uygulandığı anda sorun görünür hale gelir. Isı, kilitli gerilimleri serbest bırakır ve parçalar eğilir, eğilir veya kenar ve merkez dalgaları oluşturur. Aynı bozulma, delme veya ince kesme sonrasında da meydana gelir. Mekanik olarak kesilmiş parçalar bile daha sonraki şekillendirme veya kaynaklama sırasında geometriyi bozan artık gerilim sergiler.
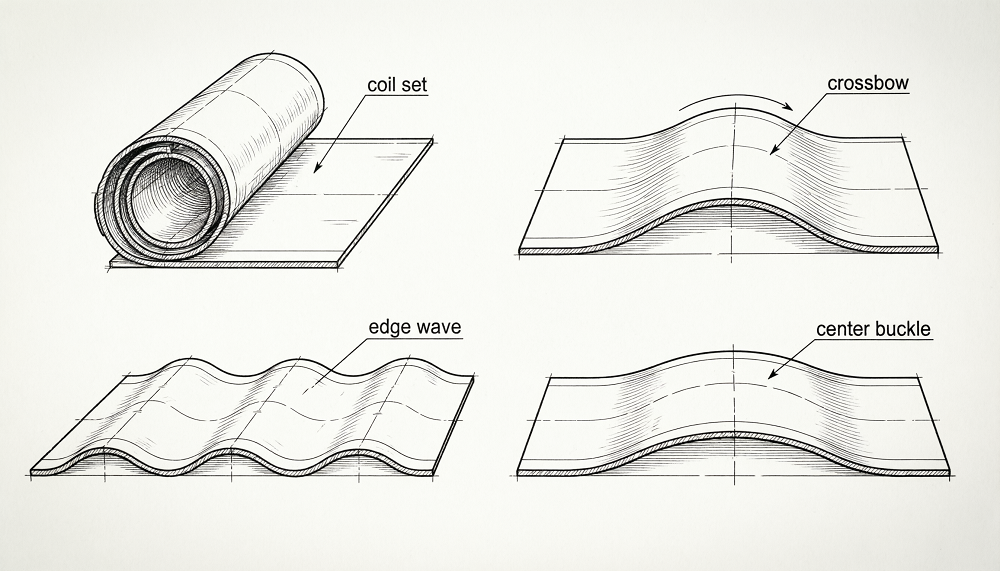
Tesviye işleminin ele alması gereken yaygın düzlük kusurları şunları içerir:
- Bobin seti: sarma yönünü takip eden, en şiddetlisi bobin çekirdeğine doğru olan uzunlamasına bir yay.
- Arbalet: merkezi kenarların üzerinde yükseltilmiş, yuvarlanma yönüne dik enine yay.
- Kenar dalgası: merkeze göre kenar bölgelerindeki basınç geriliminin neden olduğu dalgalı kenarlar.
- Merkezi toka: Merkezin kenarlardan daha uzun olduğu levhanın ortasında lokalize burulma.
- Büküm: Çoğunlukla asimetrik kesme veya taşıma sırasında ortaya çıkan, parça yüzeyi boyunca çapraz distorsiyon.
Her kusur tipinin farklı bir gerilim profili vardır ve bu nedenle her tesviye yöntemine farklı yanıt verir. Anlamak sac levha düzlük standartları Bir tesviye işlemini seçmeden önce ölçülebilir bir kabul kriteri tanımlamanıza ve devreye alma sırasında anlaşmazlıkları önlemenize olanak tanır.
Çekiç ve Alev Tesviye
Çekiçli tesviye, en eski sac levha tesviye yöntemidir ve makine tesviyesinin pratik olmadığı belirli durumlar için bugün de kullanılmaya devam etmektedir. Deneyimli bir operatör, levhaya kasıtlı bir şekilde çekiçle vurarak sıkıştırılmış bölgeleri gerer ve yerel gerilim konsantrasyonlarını azaltır. Alev dengeleme ilgili prensiple çalışır: bir meşale belirli bir alanı ısıtarak termal genleşmeye neden olur; bölge soğuyup büzüştükçe çevredeki malzemeyi ısıtılmış noktaya doğru çekerek yerel eğilmeyi düzeltir.
Her iki yöntem de önemli beceri gerektirir. Sonuçlar doğrudan operatörün parçayı okuma, gerilim dağılımını değerlendirme ve doğru enerjiyi doğru sırayla uygulama becerisine bağlıdır. Hiçbir iki operatör aynı sonuçları üretmez ve hiçbir parça kesin olarak yeniden üretilemez. Tek bir parçanın düzleştirilmesi, distorsiyonun ciddiyetine ve parça karmaşıklığına bağlı olarak 30 dakikadan birkaç saate kadar sürebilir.

Çekiç ve alev tesviye mantıklı olduğunda
- Bir silindirli makineden geçemeyen, önceden monte edilmiş yapılar veya kaynaklar.
- Makine kurulum maliyetinin karşılanamadığı çok küçük üretim hacimleri.
- Makine kılavuzlarının sığamayacağı özel şekilli veya düzensiz parçalar.
- Boyut toleransının orta düzeyde olduğu bitmiş bileşenlerin yerinde düzeltilmesi.
Üretimin, tekrarlanabilirliğin veya hassas düzlük toleranslarının önemli olduğu üretim ortamları için çekiç ve alev tesviyesi uygun değildir. İnsan faktörü, bir partide tutarlı sonuçların garanti edilmesini imkansız hale getirir.
Pres ve Doğrultma Pres Tesviyesi
Düzleştirme presi, levhayı veya plakayı iki noktada destekler ve malzemeyi bu destek noktaları arasında düz bir şekilde bastırmak için bir şekillendirme kalıbı uygular. Süreç, distorsiyonun yoğunlaştığı parçadaki belirli yerleri hedefler. Parça kabul edilebilir düzlüğe ulaşmadan önce genellikle birden fazla pres döngüsüne ihtiyaç duyulur; çünkü her bir pres darbesi bir alanı düzeltirken bitişik bölgelere potansiyel olarak gerilim uygular.
Bazı imalatçılar, tek bir görünür deformasyonun düzeltilmesi için uygun olan ancak dağıtılmış iç gerilimi ele almayan, doğaçlama dengeleyiciler olarak abkant presleri kullanır. Özel bir düzleştirme presi, tesviye için yeniden tasarlanmış bir abkant presten daha iyi kontrol sağlar ancak yine de silindir tabanlı bir sistemin verimi veya gerilim giderme derinliğiyle eşleşemez.
Tek bir parçanın düzleştirme presinde tesviye edilmesi genellikle zaman alır 60 dakikaya kadar ve parçanın vuruşlar arasındaki davranışını yorumlamak için yetenekli bir uzmana ihtiyaç vardır. Bu yöntem, silindirli tesviye makinelerinin mekanik kapasiteye sahip olamayabileceği 50 mm'den kalın levhalar ve makine yatırımının gerekçelendirilmediği düşük hacimli üretim için daha pratik hale gelir.
Dikkate alınması gereken sınırlamalar
- Dağıtılmış iç gerilime değinilemez; yalnızca ayrı noktalardaki görünür geometrik kusurlar.
- Geri esneme riski, tekrarlanan presleme döngülerini ve daha uzun döngü sürelerini gerektirir.
- Operatör kararlarına büyük ölçüde güvenir ve operatörler arasındaki tekrarlanabilirliği değişken hale getirir.
- İnce metal levhalar için uygun değildir; yüksek yerel yük konsantrasyonu yüzey hasarına veya kalıcı işaretlere neden olabilir.
Rulo Tesviye: Basit Düzleştiricilerden Hassas Sistemlere
Rulo tesviye, en yaygın kullanılan endüstriyel sac tesviye yöntemidir. Levha, onu giderek azalan genliğe sahip alternatif bükülmelere maruz bırakan bir dizi kademeli silindirden geçer. Bu tekrarlanan elastik-plastik deformasyon, iç gerilimleri kesit boyunca yeniden dağıtır ve malzemeyi tekdüze, gerilimden arındırılmış düz bir duruma doğru yönlendirir.
Temel fizik, azalan bir sinüs dalgasını takip eder: giriş ucu en büyük bükülme yer değiştirmesini uygular ve birbirini izleyen her silindir çifti, malzeme nötre yakın bir gerilim durumunda çıkana kadar yer değiştirmeyi azaltır. Sürecin etkinliği birbiriyle ilişkili üç değişkene bağlıdır: silindir çapı, silindir adımı (merkezden merkeze aralık) ve presleme derinliği (nüfuz etme) .
Basit silindirli düzleştiriciler (düzleştiriciler)
Basit düzleştiriciler nispeten büyük çaplı ve geniş aralıklı en az yedi silindir kullanır. Daha kalın plakaları ve sınırlı kalınlık aralığını işliyorlar. Silindirler yük altında sapmaya karşı aktif olarak desteklenmediğinden, basınç altında eğilerek sac genişliği boyunca eşit olmayan bir bükülmeye neden olurlar. Düzlük sonuçları genel yapısal uygulamalar için yeterlidir ancak hassas imalat için yetersizdir. Çoğu zaman makineden birden fazla geçiş yapılması gerekir ve süreç, silindirlerin doğru şekilde ayarlanması konusunda hâlâ operatörün deneyimine bağlıdır.
Hassas çok silindirli tesviye makineleri
Hassas düzleştiriciler, yük altında sapmayı önlemek için çalışma silindirlerinin arkasına ara ve destek silindirleri ekler. Bu, daha küçük çalışma silindiri çaplarına ve daha sıkı hatveye olanak tanır; bu da birim sac uzunluğu başına bükme çevrimi sayısını artırır ve makinenin kenar dalgaları ve merkez tokaları gibi kısa dalga kusurlarını düzeltme yeteneğini geliştirir. Hassas sistemler aşağıdaki düzlük değerlerine ulaşabilir: 0,1 mm/m veya daha iyisi — Testere bıçakları, hassas damgalama bileşenleri ve hassas toleranslı sac levha düzenekleri için bir gereklilik.
Manuel yöntemlerle karşılaştırıldığında, silindirli tesviye, döngü süresini önemli ölçüde azaltır. Elle 10 dakika abkant abkant veya çekiçle tesviye gerektiren bir parça, hassas silindirli tesviye makinesinde bir dakikadan kısa sürede işlenebilir, bu da yüksek hacimli operasyonlarda ölçülebilir maliyet düşüşleri anlamına gelir.
Haddeleme makinesi (üç silindirli sistemler)
En basit silindir tabanlı konfigürasyonda üç ofset silindir kullanılır. Levha geçerken silindirlerin etrafında bükülür ve düzlük kabul edilebilir hale gelinceye kadar işlem tekrarlanır. Bu yaklaşım yalnızca basit, tek biçimli düzlük kusurlarına sahip parçalar için etkilidir. Dahili strese değinmez ve önemli ölçüde distorsiyona sahip herhangi bir malzeme için birden fazla tekrar gerektirir. Düşük hacimde hafif bükme düzeltmeleri yapan atölyeler için çok uygundur.
Gerilim Dengeleme
Gerilim dengeleme, uygulanan gerilim malzemenin akma mukavemetini aşıncaya kadar levhayı iki germe makarası arasında çekerek uzunlamasına uzatır. Levha enine kesiti boyunca eşit bir şekilde aktıkça, önceden sıkıştırılmış ve gerilmiş bölgeler arasındaki gerilim farkı çöker ve malzeme düz, düşük artık gerilimli bir durumda çıkar.
Birçok endüstriyel gerginlik dengeleme sistemi, hibrit bir yaklaşımla silindirli bükme ile gerdirmeyi birleştirir: levha, brüt gerilimi yeniden dağıtmak için önce bükme silindirlerinden geçer, ardından nihai düzlüğü ve kalınlık tekdüzeliğini elde etmek için germeye tabi tutulur. Bu kombinasyon, yalnızca silindirli sistemlerin yüzey teması hasarı olmadan yeterli bükme uygulamakta zorlandığı yüksek mukavemetli çelikler ve çok ince malzemeler için özellikle etkilidir.
Gerilim dengeleme için en iyi uygulamalar
- Küçük rulo çaplarının hala yüzeyi işaretlediği çok ince levha ve folyo.
- Akma-gerilme oranları 1,0'a yakın olan ve aşırı gerilim olmadan bükülmesi zor olan yüksek dayanımlı çelik kaliteleri.
- Malzemenin sürekli çalıştığı ve gerilim kontrolünün yapıldığı bobin işleme hatları halihazırda hat mimarisinin bir parçasıdır.
- Genişlik boyunca kalınlık homojenliğinin düzlük kadar kritik olduğu uygulamalar.
Dezavantajı karmaşıklık ve sermaye maliyetidir. Gerilim dengeleme, gerilim makaralarının hassas kontrolünü ve düzensiz çekme nedeniyle yeni boylamsal gerilimlerin oluşmasını önlemek için dikkatli kalibrasyonu gerektirir. Kesimden sonra parça parça tesviye yapılması daha az pratiktir ve esas olarak bobin işleme ortamlarında kullanılır.
Sıcak Haddeleme ve Soğuk Haddeleme Tesviye
Soğuk haddeleme tesviyesi, malzemeyi plastik olarak deforme eden yüksek basınç uygulayarak, levhayı oda sıcaklığında veya buna yakın bir sıcaklıkta silindirlerden geçirir. Bu yöntem yalnızca düzlüğü düzeltmekle kalmaz, aynı zamanda yüzey kalitesini iyileştirir ve mekanik özellikleri artırır; hem sertlik hem de çekme mukavemeti, iş sertleşmesi nedeniyle artar. Otomotiv gövde paneli boşlukları veya hassas mühendislik alt katmanları gibi yüzey kalitesinin birincil gereksinim olduğu durumlarda uygundur. Buradaki sınırlama, soğuk haddelemenin daha ince ölçülerle sınırlı olmasıdır; çok kalın plakalar aşırı kuvvet gerektirir ve iş sertleştirme etkisi, sünekliği, aşağı yöndeki şekillendirmenin etkileneceği noktaya kadar azaltabilir.
Sıcak haddeleme tesviyesi, levhayı tesviye silindirlerinden geçirmeden önce yeniden kristalleşme sıcaklığının üzerine kadar ısıtır. Yüksek sıcaklık, akma mukavemetini azaltır ve sünekliği arttırır, bu da kalın levhaların deforme olmasını çok daha kolay hale getirir. Isı aynı zamanda stresin azalmasını da hızlandırır. Bu yaklaşım, birincil çelik işleme ve gemi yapımına uygun levha üretiminde standarttır. Isıtmanın enerji maliyeti birincil operasyonel dezavantajdır ve ısıl işlem, malzemenin mikro yapısını spesifikasyona duyarlı uygulamalar için işlem sonrası doğrulama gerektirecek şekilde değiştirebilir.
Hidrolik Hassas Tesviye: Modern Endüstriyel Standart
Hidrolik hassas tesviye, üretim ortamları için sac metal tesviyesinde en son teknolojiyi temsil eder. Baskı kuvvetinin vida ayarıyla sabitlendiği mekanik silindirli tesviye makinelerinin aksine, hidrolik tesviye makinesi Presleme kuvvetini ve rulo aralığını sacın tüm genişliği boyunca dinamik olarak kontrol etmek için kapalı devre hidrolik silindirler kullanır. Bu, bir üretim partisinde malzeme kalınlığı, akma mukavemeti veya sıcaklık değişse bile sistemin tutarlı bükme enerjisini korumasına olanak tanır.

Çalışma prensibi dönüşümlü olarak elastik-plastik bükme olarak kalır, ancak hidrolik tahrikin hassasiyeti, mekanik sistemlerin eşleşemeyeceği yeteneklerin kilidini açar:
- Geniş malzeme yelpazesi: Hidrolik sistemler, tek bir makine ailesinde 0,1 mm ultra ince bakır folyodan 60 mm özel alaşım kalın levhaya kadar malzemeleri işleyebilir ve kayıtlı tarifler aracılığıyla bunlar arasında geçiş yapabilir.
- Aktif tepe kontrolü: Çalışma silindirlerinin arkasındaki destek silindirleri, yük altında silindir sapmasını telafi edecek ve geniş saclar boyunca tutarlı bükülmeyi garanti edecek şekilde, bölge bölge hidrolik olarak ayarlanıyor; kenar dalgalarını ve merkezdeki tokaları aynı anda ortadan kaldırmak için kritik önem taşıyor.
- Tekrarlanabilir reçete bazlı işlem: malzemeye özgü parametreler (kuvvet, nüfuz etme, hız) otomatik olarak depolanır ve geri çağrılır, böylece vardiyalar arasında operatöre bağlı kurulum değişiklikleri ortadan kaldırılır.
- Delikli ve ısıl işlem görmüş malzeme taşıma: gelişmiş bölge bölge silindir basıncı kontrolü, genişlik boyunca seçmeli uzama sağlayarak daha basit sistemleri (delikli saclar, sonradan ısıl işlem görmüş boşluklar ve yüksek gerilme mukavemetli plaka) alt eden malzemeleri düzleştirmeyi mümkün kılar.
Hidrolik tesviye tasarımları arasındaki temel farklılık kontrol mimarisinde yatmaktadır. Hidrolik basıncın tek başına kontrol edilmesi, silindir konumunun veya silindir kuvvetinin kapalı döngü kontrolüne eşdeğer değildir. Doğrusal ölçekler ve yük hücreleri aracılığıyla konum ve kuvvet geri bildirimi, yağ sıcaklığı kayması, valf tepkisi değişimi ve kademeli bileşen aşınması karşısında günlük tekrarlanabilirliği mümkün kılan şeydir. Yalnızca basınç kontrolüne dayanan makineler, yalnızca dar bir çalışma bandında tutarlı sonuçlar üretecektir.
Otomotiv bileşenleri, hassas saclar, asansör parçaları, testere bıçakları ve elektronik muhafazalarındaki toplu üretim operasyonları için hidrolik hassas dengeleme, üretim düzeyinde düzlük garantilerini ulaşılabilir ve doğrulanabilir kılan yöntemdir. Tüm ürün yelpazesini keşfedin endüstri uygulamaları hassas seviyelendirmenin ölçülebilir süreç iyileştirmesi sağladığı yer.
Sedye Dengeleme
Sedye tesviyesi, levhayı her iki ucundan kavramak için hidrolik kelepçeler kullanır ve tüm kesit boyunca eşit bir akma yoluyla iç gerilimler eşitlenene kadar aynı anda birden fazla yönde çeker. Bobin işleme hatlarındaki gerginlik dengelemenin aksine, gerdirme dengeleme ayrı ayrı levhalar veya plakalar üzerinde çalışır ve hem uzunlamasına hem de enine gerilim gradyanlarının tek bir işlemde düzeltilmesi gereken malzemeler için tasarlanmıştır.
Bu yöntem, mükemmel düzlük ve artık gerilim giderme sağlar, ancak sürekli silindir veya gerilim dengelemeden daha yavaştır ve havacılık levhası, kalın yapısal boşluklar veya parça maliyetinin daha uzun çevrim süresini haklı çıkardığı özel alaşımlı levhalar gibi yüksek değerli, düşük hacimli uygulamalar için en uygunudur. Dikkatli bir kalibrasyon gerektirir: Yetersiz esneme artık gerilime neden olur; aşırı esneme, boyutları ve mekanik özellikleri kalıcı olarak değiştirir.
Doğru Sac Tesviye Yöntemi Nasıl Seçilir
Doğru tesviye yöntemi, malzeme özelliklerinin, üretim hacminin, düzlük gereksiniminin ve parça geometrisinin birleşimiyle belirlenir. Aşağıdaki tablo tüm ana yöntemlerdeki temel seçim kriterlerini özetlemektedir.
| Yöntem | Kalınlık Aralığı | Hacim Uygunluğu | Düzlük Kalitesi | Stres Giderme | Tipik Kullanım Durumu |
|---|---|---|---|---|---|
| Çekiç / Alev | Herhangi biri | 1-5 adet | Düşük / Değişken | Kısmi (yalnızca yerel) | Kaynaklı bağlantılar, yerinde onarım |
| Doğrultma Presi | > 50 mm tipik | Küçük parti | Orta | Kısmi (nokta düzeltme) | Kalın plaka, görünür deformasyon |
| Basit Silindir Dengeleyici | Orta-kalın | Orta | Orta | Sınırlı | Genel yapısal plaka |
| Hassas Silindir Dengeleyici | İnce-orta | Yüksek | Yüksek (≤ 0.5 mm/m) | iyi | Damgalama, lazer kesim hazırlığı |
| Gerilim Dengeleme | Çok ince – yüksek mukavemet | Yüksek (coil line) | Çok yüksek | Mükemmel | AHSS, folyo, bobin işleme |
| Soğuk Haddeleme Tesviye | İnce | Yüksek | Çok yüksek | iyi | Otomotiv gövde panelleri, hassas parçalar |
| Sıcak Haddeleme Tesviye | Kalın plaka | Yüksek (mill-scale) | Orta–high | iyi | Yapısal çelik, gemi inşa plakası |
| Hidrolik Hassas Tesviye | 0,1 mm – 60 mm | Yüksek | Çok yüksek (≤ 0.1 mm/m) | Mükemmel | Hassas mfg, karma malzeme üretimi |
| Sedye Dengeleme | Orta-kalın | Düşük-orta | Çok yüksek | Mükemmel | Havacılık plakası, özel alaşımlar |
Pratik seçim mantığı
Malzemenizle başlayın. Tek bir tesiste çok çeşitli alaşımları ve kalınlıkları işliyorsanız, hidrolik hassas tesviye, tüm spektrumu tarife dayalı tutarlılıkla ele alan tek yöntemdir. Operasyonunuz yüksek hacimli tek bir malzeme ailesiyle sınırlıysa, o pencere için optimize edilmiş hassas silindirli tesviye makinesi daha uygun maliyetli olabilir. Sürekli bir bobin hattındaki çok ince folyo veya gelişmiş yüksek mukavemetli çelik için gerilim dengeleme en düzgün sonuçları sağlar. Ara sıra kalın plaka düzeltmeleri veya kaynakta yeniden yapılan işlemler için pres veya düzleştirme presi pratik seçim olmaya devam ediyor.
Daha sonra aşağı yöndeki süreçlerinizi göz önünde bulundurun. Düzleştirilmiş levha lazerle kesilecekse, düzleştirmeden sonraki kalan gerilim seviyesi geometrik düzlük kadar önemlidir; termal kesim, kalan gerilimi ortadan kaldıracaktır. Hassas bir şekilde damgalanacak veya şekillendirilecekse, genişlik boyunca düzlük tekdüzeliği baskın gerekliliktir. Bir yöntem seçmeden önce aşağı akış hassasiyetinin tanımlanması, seviyelendirme adımının sorunu hareket ettirmek yerine gerçekten çözmesini sağlar.
Tekniklerin ve ekipman konfigürasyonlarının daha derin bir karşılaştırması için, metal tesviye teknikleri her yaklaşım için araç düzeyinde ek ayrıntıları kapsar.
Tesviyeyi Eksiksiz Bir Üretim Hattına Entegre Etme
Modern sac imalatında tesviye nadiren izole bir adım olarak çalışır. Tesviye yatırımından en yüksek getiri, tesviye makinesinin bağlı bir üretim hattına entegre edilmesiyle elde edilir; bu üretim hattı, rulo açıcıya, aşağı yöndeki kesme veya damgalama sistemine ve izlenebilirlik için malzeme parametrelerini, kuvvet ayarlarını ve düzlük sonuçlarını kaydeden merkezi bir veri sistemine bağlanır.
Reçeteye dayalı malzeme işleme, pratik mekanizmadır: malzeme kimliği değiştiğinde, tesviye programı otomatik olarak değişir, manuel kurulum süresini ve yeni bir alaşım veya kalınlık üzerinde yanlış parametrelerin çalıştırılması riskini ortadan kaldırır. Bir sonraki tesviye döngüsünü iyileştirmek için düzlük ölçüm sonucunun kullanıldığı aşağı yönlü denetim geri bildirimi, döngüyü kapatır ve operatör müdahalesi olmadan sürekli iyileştirmeye olanak tanır.
Seçilen tesviye yöntemi ne olursa olsun, düzlüğün yanı sıra yüzey bütünlüğü de izlenmelidir. Rulo işaretlemesi, kirlenmiş rulolardan alma ve alüminyum veya bakır gibi hassas alaşımlar üzerindeki mikro çizikler, tesviye sırasında değil, sonrasında ortaya çıkan ret nedenleridir. Bakım disiplini (silindir temizliği, yağ temizliği, sensör kalibrasyonu ve periyodik geometri doğrulaması), tesviye sonuçlarının zaman içinde tutarlı kalmasını sağlayan operasyonel uygulamadır.
Üretim hatlarına entegrasyon için hidrolik hassas tesviye çözümlerini değerlendiren üreticiler için uygulamaya genel bakış sektöre ve malzeme türüne göre konfigürasyon rehberliği sağlar.